
如何让锌合金电镀铜/镍/铬的工艺更臻完美?
锌合金底材的电镀:
压铸锌合金的产品应用范围广泛,然而由于锌合金的化学隐定性较低,不少锌合金压铸件是需要经过电镀处理以加强防腐性能,同时提高产品外观和价值。当中最普遍的是电镀铜/镍/铬的组合和各杂色电镀。而常见的锌合金压铸件电镀产品包括水龙头、拉链头、皮带扣、钮扣、箱包扣、玩具、锁具、灯罩装饰和门柄等等。
进行锌合金电镀的基本要求:
一般用作电镀的锌合金含有约4%的铝,铝含量不宜过高,否则会令电镀层结合力变差。在进行电镀前,应先检查锌合金压铸件的外观是否有缺陷。一些外观缺陷是会影响到电镀的质量,例如铸件上的裂纹、冷纹、收缩孔、硬质点、腐蚀和发黑都不适宜电镀。
锌合金底材电镀的标准:
ASTM B456 铜/镍/铬和镍/铬电沉积镀层厚度标准规范:
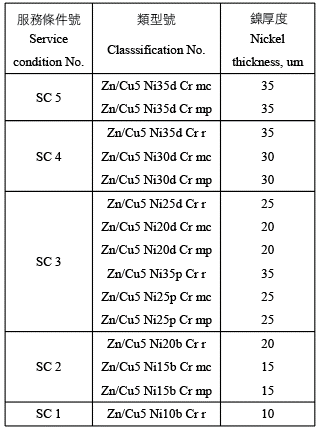
以SC5 Zn/Cu5 Ni35d Cr mp为例,Zn代表锌合金底材,Cu5代表镀铜厚度5um,Ni35d代表镀双层或三层镍厚度35um, Cr mp代表镀微孔铬。
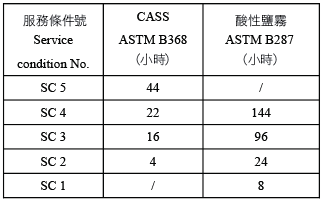
按这种规格的电镀的锌合金可以附合服务条件SC5。下表是各种服务条件SC的铜加速酸性盐雾(CASS) ASTM B368标准和酸性盐雾ASTM B287标准要求:
锌合金底材的前处理:
锌合金压铸出来后表面有一层氧化层,还会附有压铸用的脱模剂,如压铸件经过机械抛光,还会残留抛光腊。这些物质都会影响到电镀层的结合力,导致电镀后起泡,所以锌合金在电镀前需要进行前处理把这些物质除去。
前处理的工艺包括除腊、除油和酸活化。除腊工艺是将工件置于超声波的除腊水中,以除去工件上的抛光腊。除油工艺是使用碱性的除油水除油,其碱度不能过高以避免严重腐蚀锌合金,否则会造成电镀后起泡。酸活化目的是把表面氧化物除去,曝露出活泼的锌合金,活化液一般是使用1至2%氢氟酸或是氟化物酸盐,活化液浓度和时间需要准确地控制,否则会把锌合金表面致密层腐蚀掉。
锌合金压铸件的致密层一般只有表面0.05mm至0.1mm厚,致密层下边结构比较疏松,甚至含有气孔。这些疏松的结构不适宜电镀,所以在机械抛光时应留意不要把表面的致密层磨掉。
氰化物镀铜打底:
锌合金的打底镀层最常用的是氰化物镀铜,虽然现时有研究使用不含氰化物的无氰镀铜,但仍未能广泛应用于生产上。氰化物镀铜有两大优点;第一是拥有非常好的走位性能,即使是复杂的锌合金零件深处也能镀上铜层,避免因为置换反应产生的不良结合力镀层。第二是其和锌合金良好的结合力。当中要留意的是氰化亚铜和氰化钠含量,即铜离子(Cu+)和游离氰(CN-)的比例,这需要严格控制,以免影响镀层结合力和阳极的溶解。电镀液中过高的氢氧化钠含量亦会减低镀层结合力。
普遍的氰化物镀铜液会加入其他添加剂,例如诺切液(Neochel solution)以改善阳极溶解,亦会使用光亮剂以达到铸件表面光洁和平整的效果。
按ASTM B456 铜/镍/铬和镍/铬电沉积镀层标准规范,锌合金镀铜层需要最少5um的厚度,而现实生产中最好控制厚度在7至10um,因为打底铜层太薄会容易造成电镀起泡。按2ASD电流密度,电流效率70%计算,镀速约为0.58um/min,需要镀10um铜层则需时约17分钟。如果是进行滚镀的话,因电流密度会较低,所需的电镀时间会更长。
在镀液的控制上,生产时每天最好能够化验镀液中的金属铜、游离氰和氢氧化钠,也要检测镀液的波美比重(°Bé),因空气中的二氧化碳能够溶解于镀液中成为碳酸根盐,减低电流效率以至电镀速度。万一碳酸根盐过高,便应进行适当的处理。在电镀工作时,为避免置换反应沉积出来的铜层,工件应该带电进槽,特别是进行滚电时,如果镀液未能及时进入滚桶深处内,置换反应得来的铜层结合力是很差的。
酸性镀铜:
在锌合金电镀中,酸性镀铜的作用是提高工件的光亮度和整平度,但亦可以以镀镍层来取代,因镀镍层也可提供光亮和整平效果,然而酸性镀铜的成本比镀镍低。
如果电镀的工件需要是无镍产品(镀镍会以镀白铜钖取代),例如是拉链头、皮带扣、钮扣等长期接触到人体的产品,而又需要电镀成光亮的效果,电镀酸铜则无可避免地成为唯一选择。
酸性镀铜液由硫酸铜、硫酸和氯离子组成,而添加剂主要是一些表面活性剂和染料等有机物,这些有机物在电镀过程中慢慢分解成为杂质,此时需要进行碳粉或过虑碳芯的吸附处理,严重时镀液更要加入双氧水进行处理。
多层镍电镀:
镍层主要是作为防腐用的镀层,同时它能提供光亮和平整的外观。镀镍可以分为半光镍、光镍和微孔镍,它们可以因应防腐要求组合出单层镍、双层镍和三层镍镀层。
镍镀液(Watts nickel)由硫酸镍、氯化镍和硼酸组成,而添加剂是一些有机物。和酸性镀铜一样,在使用过程中会被慢慢分解而需要进行净化处理。

库伦仪(Couloscope)用于测量电位差,也可测量镀层厚度 图片来源:Fischer
常用的镀镍组合:
单层镍:光镍
双层镍:半光镍 + 光镍
三层镍:半光镍 + 光镍 + 微孔镍
防腐能力:三层镍> 双层镍> 单层镍
以三层镍解说其防腐能力的基理:光镍比半光镍镀层的电位低,在发生腐蚀反应时,电位较低的镀层会先腐蚀,即光镍先开始腐蚀,这样可保护下边镀层和底材避免发生腐蚀。按ASTM B356 铜/镍/铬和镍/铬电沉积镀层标准规范,光镍和半光镍的电位差标准范围在100mV至200mV,而电位差是可以使用库伦仪(Couloscope)测量和监控的。
微孔镍镀层内是分怖了很多微小的不导电颗粒,作用是将腐蚀反应的电流分散开,降低腐蚀电流和分散腐蚀点。微孔镍的厚度只需要小于1um,按ASTM B356 铜/镍/铬和镍/铬电沉积镀层标准规范,微孔数最少为10,000points/10mm2,是不能用肉眼观察到微孔。
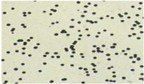
经处理后显现的微孔镍表面放大图 图片来源:Atotech
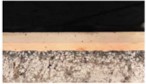
锌合金镀铜/镍/铬的金相横切面 图片来源:Promet利保
光铬:
镀铬的主要目的是加强产品的防腐能力,另外因镍镀层颜色偏黄,镀铬能给予更白亮的颜色。按ASTM B356 铜/镍/铬和镍/铬电沉积镀层标准规范,光铬镀层厚度最低要求是0.25um(除SC1要求是最少0.13um外,见下一部份SC的解说)。由于光铬的走位能力(低电流密度区镀上金属的能力)较差及内应力很高,应尽量令整个镀铬层平均分怖,避免高电流密度区过厚产生裂纹,这将有可能会导致盐雾测试不合格。
光铬镀液成份简单,只有铬酸和硫酸,但铬酸和硫酸根的比例对镀液的走位能力影响很大,所以需要严格控制。
光铬需要添加防雾剂,因光铬的电流效率很低(只有约13%),电镀过程中会产生大量氢气,可带出可致癌的六价铬到空气中,影响人体健康。另外因有大量氧气积聚,如有火花可导致爆炸,缸边必需安装有效的抽风系统。光铬镀液也可按情况需要添加走位剂。